797. Ashton, R. H. March 17.
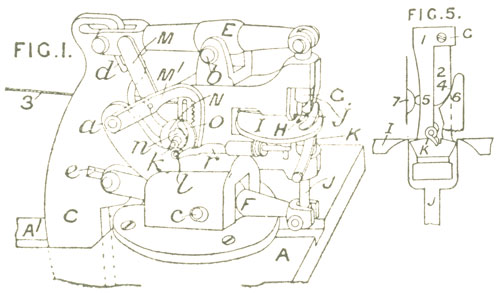
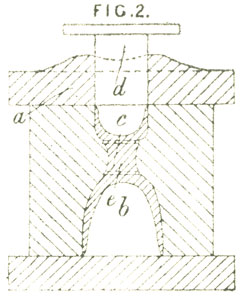
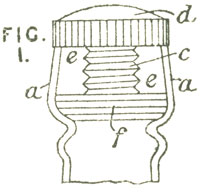
Transparencies. — Pictures obtained by the Woodbury photo-relievo process described in Specification No. 2338, A.D. 1864, [Abridgment Class Photography], on paper, glass, porcelain, or other transparent or semi- transparent material, may be tinted by first printing the surface with the desired tints, and afterwards applying the photo-relievo picture. Also, the process may be applied to pictures other than photographs, and a method of combining other figures with the photo-relievo picture is described. In the Woodbury process, coloured gelatine is poured on an intaglio surface, the depression in which corresponds to the light and shade of a photograph, and the paper, glass, or other material is pressed on the surface, squeezing out the superfluous ink, and forming, when stripped from the mould, a picture in varying thicknesses of ink, which soon dries almost flat. The intaglio surface, according to the present invention, may also be formed without the aid of photography, by embossing, or by scraping away the parts of a drawing on wood, and pressing the surface so obtained against a soft metal surface, or by electrotyping, or other process. Surfaces formed by photography may be combined with those formed otherwise, into one moulding surface; also, figures may be combined with the photographic surface by painting them in black on the negative, and printing the colourless part so obtained on the positive, either before or after the Woodbury process, by chromo-lithography. When tinting the pictures, in order that the tints obtained by the chromolithographic printing may register with the picture by the Woodbury process, registering pins project from the mould a, Fig. 1, and pass either through holes in the plate or paper e, or at the side of the plate &c., which is clamped to the mould, until the gelatine is set, by a hinged frame d with hinge f and catch g. Adjusting-screws are provided to adjust the level of the plate carrying the mould a. With
glass, porcelain, or other hard surfaces, angle pieces are employed
instead of registering pins, and, in every case, similarly-placed marks
to act as guides are made in the colour printing surfaces. The
colouring may also be done by hand. The gelatine print maybe
transferred from one surface to another (coloured) one, by coating the
first surface with india-rubber solution, and when nearly dry, applying
it to the colour surface. On removing the first surface, preferably
paper, after being steeped in water, the gelatine print is left on the
coloured surface.
|